Manufacturing Steps
We thought we'd communciate the manufacturing process so that at least you can appreciate the lead times on any bespoke/custom disc spring order and also for you to appreciate the high cost of manufacturing these items.
Haven't got time to read? Then visit us or give us a call.
Contents
Our Quality Management System is tightly integrated into the manufacturing process
of our disc springs and related products.
The basic manuafcturing steps are as follows, with our Quality Management System, tightly integrated into the end to end process.
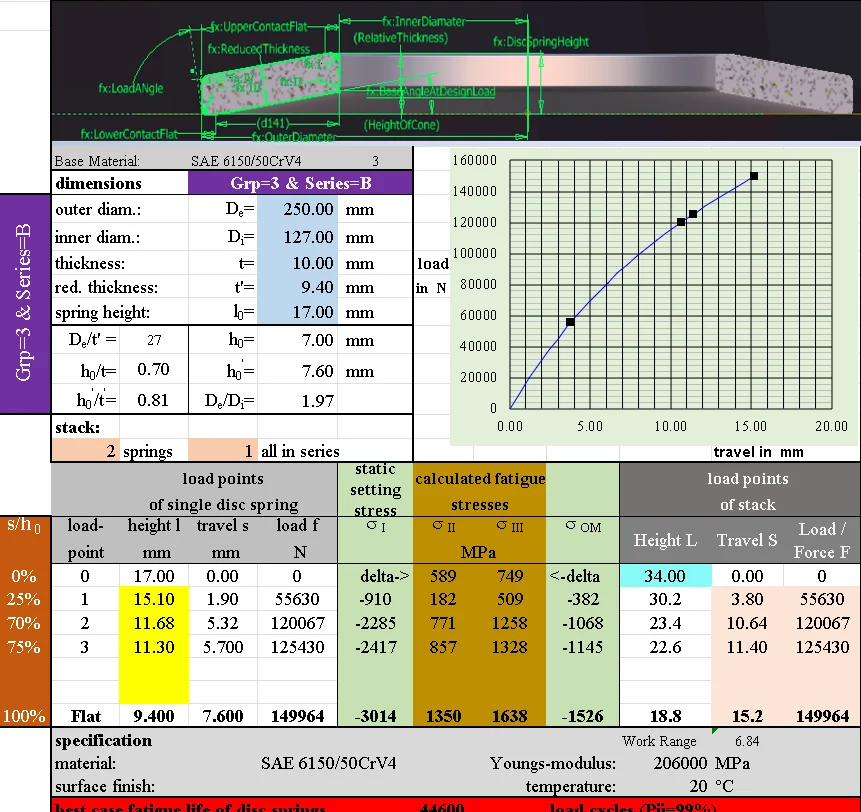
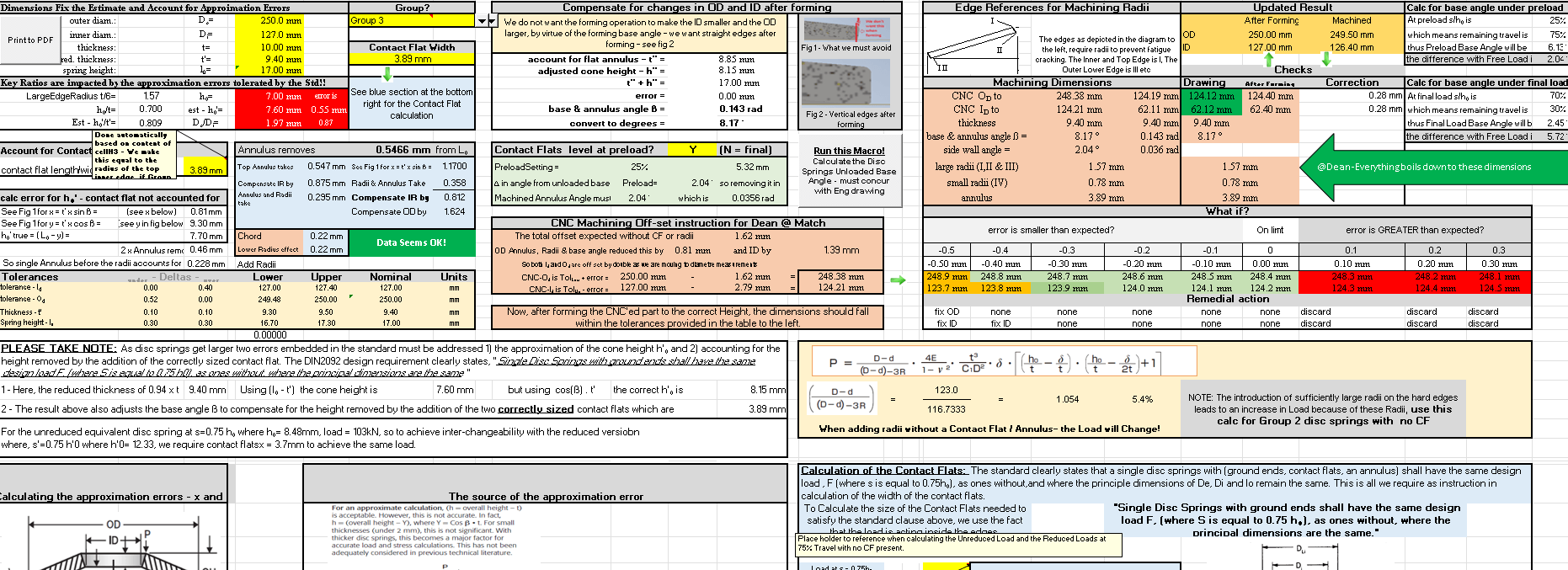
Design Verification
All of this information goes into the jobcard pack that accompanies the quality assurance pack through the manufacturing process. We have a specific page dedicated to design verification. As part of our ISO9001:2015 Quality Management System, we generate a Disc Spring Design with all the necessary properties that you can expect from both the individual disc spring as well as the stack in whatever configuration you will be using it, Here's an example.. Our results may differ from most other manufactures because we use an updated method for calaculating the contact surface/annulus dimension. This is extremely important for disc springs with De greater than 150mm. Even more importantly, especially where disc springs are used in a stack configuartion, we account for friction in our stack designs.
{kind=link}
This browser does not support the video element.
Design Verification Finite Element Analysis showing induced stresses - we want your disc springs to last!
This browser does not support the video element. We recommend switching to Mozilla's latest version.
Finite Element Analysis On non standard disc springs we will demonstrate issues on fatigue if they are apparent
{kind=link}
This browser does not support the video element. We recommend switching to Mozilla's latest version.
Design Verification Modelling Stack Dimensions & Clearances
{kind=link}
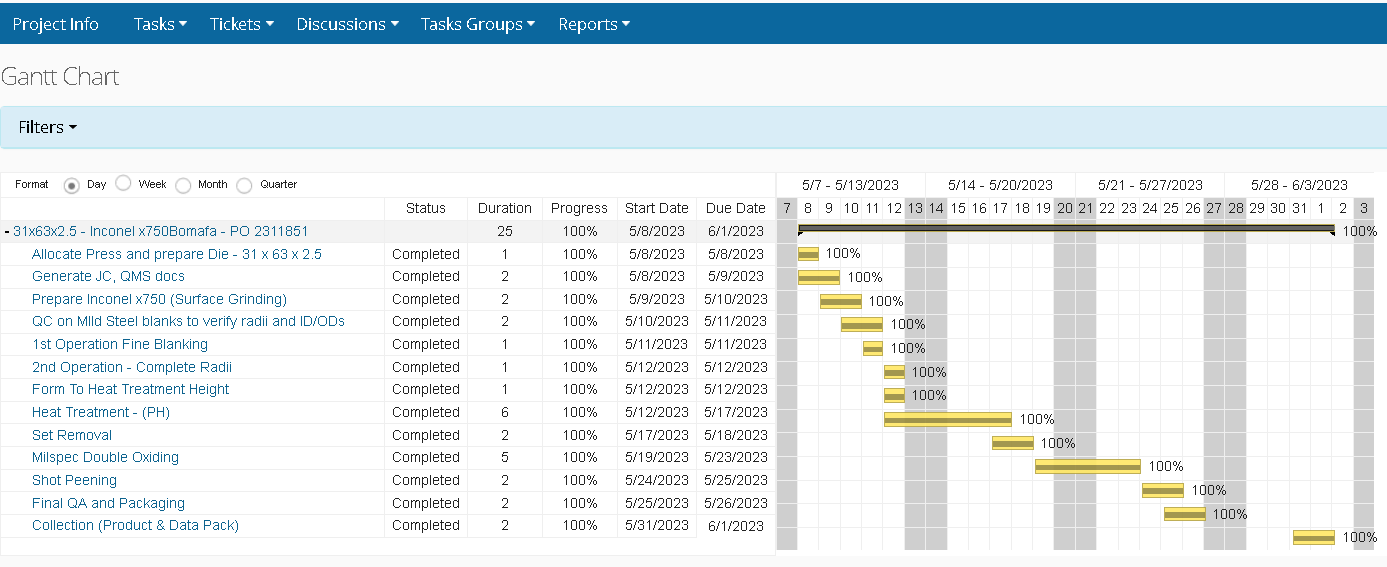
Planning & Oversight
Often we must integrate our planning into large engineering projects. We do so and will provide you with a logon to our online tracking tool. Here we present the project plan in gantt chart form, and each deliverable will have all the associated documentation or evidence attached to it. Our large engineering clients love this tool.
{kind=link}
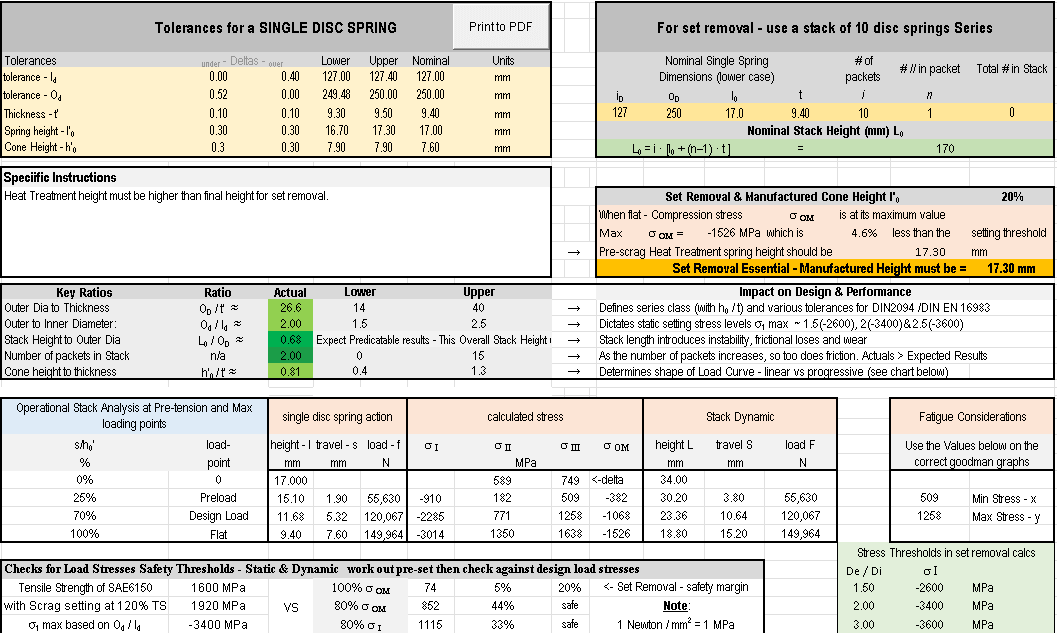
Materials Prep
With a few exceptions nearly all available tables and data sets are calculated with values based on a Young’s modulus ‘E’ of 206000 N/mm2 with μ = 0.3 and are therefore only valid for Disc Springs from spring steel to DIN EN 10132-4 and DIN 17221 (e.g. SAE1075/51CrV4 or SAE1075). The use of other materials necessitates recalculation with thr correct value for Young’s modulus ‘E’. The material will come in plate form with material certificates. We are ordering excess material so that any rework is not delayed by having to source material again. The material is initially sandblasted to remove scale and to allow final surface preparation on surface grinders to ensure uniform thickness for workshop manufacturing processes. The quality management plan, as detailed in the online tracking tool, demands the first client QA hold-point here. This includes Material Test Certs for Chemical Composition, Young’s modulus, and material uniformity. Tolerance for thickness, across all the disc spring types part of this project is +-0.1mm, and must be applied to t’ for the contact surface disc spring washers.
Alternative Materials
The vast majority of our orders are for disc springs working in non-corrosive, low ambient temperature environments. In those instances where the environment so demands, appropriate material is used, for example:
- Where the operating temperature is high, ie greater than 100 degrees centigrage, we generally use Inconel X-750 or 718
- Where the operating envirnoment is corrosive and a non-magnetic material is needed, we use Stainless Steel AISI 301 or 17-4 PH or 17-7 PH
- For a review of the materials we use, we have a page dedicated to this.
Blank Profiling
This step is necessary for all precision CNC'ed Group 3 Disc Springs. We will have the various plates laser cut, into blanks with Dprofile > De. This allows for more efficient nesting and better yields. For large engineering projects, with demanding timelines, we plan at least a 5% excess in required blanks as a risk mitigation strategy against rework or any quality assurance failures. No engineering customer has ever faced penalties because of our late delivery!!!
CNC Machining
The specific detail design for each disc spring's contact surfaces is part of the data pack. The design detail is further discussed on the section on Load Testing Plan. This stage includes the preparation surface grinding to ensure that t’ thickness is well within tolerance. The surface load bearing top & bottom flats are machined at the specified final cone angle, so that these are level once the forming is completed. All radii are added at this stage as well.
{kind=link}
{kind=link}
Forming
We use hydraulic presses to slowly form the machined disc spring to its heat treatment height, which is greater than the final design height. This is to allow us to perform the set removal process which is so poorly understood generally and a reason why so many disc springs do not perform as they are expected to.
Heat Treatment
Whether INCONEL requiring precipitation heat treatment or SAE6150 needing quenching, it is the tempering that really makes the difference in the process. For economy of scale we outsource our heat treatment to the best outfit in the Southern Hemisphere - MacSteel.
{kind=link}
Set Removal
Because the induced stresses at full compression sometimes are greater even than the tensile strength of the underlying hardened metal, to avoid setting, we must remove this. This is a process step that if not executed properly leads to disc springs relaxing and losing their height very quickly. This must be done properly, to leave residual stresses in the disc spring. This is why you will never be able to order off-the-shelf disc springs with Reliable. And we would advise you be somewhat circumspect and wary of manuafcturers that claim to have stock ready for you.
This browser does not support the video element. We recommend switching to Mozilla's latest version.
Set Removal The absolutely essential step of Set Removal, where we add residual stresses that prolong operational life
Surface Treatment
We have two processes here:
- Shot-Peening - which is both a hardening and anti-fatigue crack propagation surface treatment process.
- Corrosion Protection - where we apply a black oxidisation process, this is superior in our experience to zinc-sulphate treatment.
{kind=link}
Quality Assurance Data Pack
Each project is only closed off once the data pack is reviewed by the customer and deemed to meet their quality standards.
Data Pack Typical Content of a zipped Data Pack
Packaging
Our disc springs are packed into crates tat never exceed 40kgs, we tray to stack each crate with the number of disc springs used in an individual stack. This helps when cleints are doing their installations on site. Obviously for smaller disc springs this is not the case. Each crate will contain disc springs which have been:
- lightly oiled,
- packed in plastic bags in next stacks,
- bubbled wrapped,
- vaccuum sealed and
- packed into appropriatey sized crates
We are very aware of what can happen at customs if the incorrect crating is used.
- Our crating is ISPM 15 compliant and heat treated
- Individual pieces of wood are all stamped
- Crating it suitable for forklift handling
- The crates are not water-proof, but their content is always water proof
Crate Loading Every Load has final spot checks, note typical crate size in background
Shipping
We are able to ship containers easily as the loading process is really easy with our infrastructure.
Shipping Overhead Cranes and Forklifts make loading easy